Jak správně připojit svařovací transformátor
Elektrické svařovací zařízení musí být spolehlivě uzemněno. Skříně transformátorů mají speciální šrouby označené „Země“. U svařovacích transformátorů jsou navíc svorky sekundárních vinutí uzemněny. Schéma zapojení svařovacího transformátoru znázorněné na obrázku.
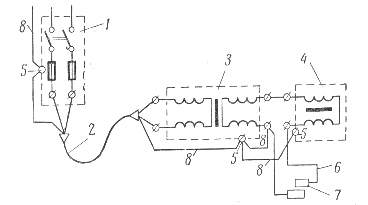
Schéma připojení svařovacího transformátoru ke svařovací stanici: 1 — svařovací stanice, 2 — hadice s třívodičovým kabelem se zemnicím vodičem, 3 — svařovací transformátor, 4 — regulátor, 5 — zemnící svorky pouzdra, 6 — jednoduché -drát hadicový kabel, 7 — držák elektrody, 8 — zemnící vodiče
Před spuštěním na transformátoru je nutné zkontrolovat shodu napětí jeho primárního vinutí s napájecím napětím sítě. Před zapnutím transformátorů musí být svařovací obvod otevřený.
Transformátory musí být připojeny k síti samostatnými jističi.
Vzdálenost od mřížky k svářečka musí být nejmenší.Průřezy vodičů připojených k sekundárním obvodům transformátorů nebo ke svorkám svařovacích generátorů se volí podle tabulky.
Průřez vodiče, mm2 Nejvyšší přípustný proud, A Průřez vodiče, mm2 Nejvyšší přípustný proud, A 16 100 70 270 25 140 95 330 35 170 120 380 50 215 150 440
Pro přívod proudu do držáku elektrody se používají izolované ohebné vodiče v ochranné hadici o délce minimálně 3 m. Jejich průřezy se volí podle tabulky.
Míry zatížení na ohebných svařovacích drátech připojených k držáku elektrody.
Nejvyšší přípustná síla proudu, A Průřez drátu, mm2 jednoduchý dvojitý 200 25
300 50 2×16 450 70 2×25 600 95 2×35
Ocelové tyče se zbytkovým průřezem, různé ocelové konstrukce, samotná svařovaná konstrukce atd. Mohou sloužit jako zpětný vodič pro připojení svařovaného obrobku ke zdroji svařovacího proudu. Není dovoleno používat zemnící síť jako zpětný vodič, stejně jako kovové konstrukce budov, zařízení atd. Pan.
Pokles napětí v přívodních svařovacích připojovacích vodičích není povolen o více než 5 % síťového napětí. Pokud tato podmínka není splněna, je nutné zvětšit průřez vodičů.
Užitečné tipy pro provoz svařovacích transformátorů
 Údržba svařovacích transformátorů je jednodušší než u svařovacích generátorů a jejich údržba se omezuje na zajištění spolehlivého uzemnění skříně, udržování všech kontaktů v dobrém stavu a periodickou kontrolu izolačního odporu vinutí, zejména při provozu zařízení venku.
Údržba svařovacích transformátorů je jednodušší než u svařovacích generátorů a jejich údržba se omezuje na zajištění spolehlivého uzemnění skříně, udržování všech kontaktů v dobrém stavu a periodickou kontrolu izolačního odporu vinutí, zejména při provozu zařízení venku.
Během provozu svařovacích transformátorů se mohou vyskytnout následující poruchy:
- silný brum a zahřívání vinutí v důsledku otočného obvodu v primárním vinutí. Poškození je eliminováno částečným nebo úplným převinutím cívek;
- transformátor produkuje velmi velký proud v důsledku zkratu v sekundárním vinutí nebo ve vinutí regulátoru. Odstraňte poruchu odstraněním zkratu ve vinutích nebo jejich převinutím;
- svařovací proud neklesá při odkrytí regulátoru, což může být způsobeno zkratem mezi svorkami regulátoru;
- regulátor během svařování abnormálně hučí, k tomu může dojít v důsledku špatné funkce pohonu nebo v důsledku oslabení napětí pružiny;
- silné zahřívání kontaktů ve spojích v důsledku poškození elektrického kontaktu; porucha je eliminována spojením topné bariéry, odstraněním a utěsněním kontaktních ploch a dotažením svorek až do selhání.
Viz také k tomuto tématu: Pravidla pro provoz svařovacích transformátorů