Magnetická detekce defektů: princip činnosti a použití, schéma a zařízení defektoskopu
Magnetická nebo magnetická metoda detekce defektů prášku se používá k analýze feromagnetických částí na přítomnost defektů, jako jsou povrchové praskliny nebo dutiny, stejně jako cizí inkluze umístěné v blízkosti kovového povrchu.
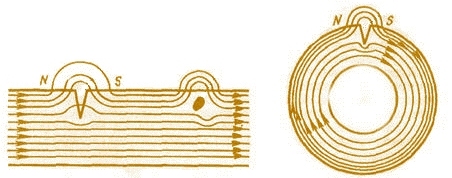
Podstatou magnetické detekce defektů jako metody je fixace rozptýleného magnetického pole na povrch součásti v blízkosti místa, kde je defekt uvnitř, přičemž magnetický tok prochází součástí. Od v místě závady magnetická permeabilita se náhle změní, pak se siločáry magnetického pole jakoby ohýbají kolem místa defektu a tím určují jeho polohu.
Povrchové defekty nebo defekty umístěné v hloubce do 2 mm pod povrchem „tlačí“ siločáry magnetického pole za povrch dílu a v tomto místě se vytvoří lokálně rozptýlené magnetické pole.
Použití feromagnetického prášku pomáhá fixovat rozptýlené pole, protože póly objevující se na okrajích defektu přitahují jeho částice. Vzniklá sraženina má tvar žíly, mnohonásobně větší než je velikost defektu. V závislosti na síle aplikovaného magnetického pole a také tvaru a velikosti defektu vzniká z jeho místa určitá forma precipitátu.
Magnetický tok procházející obrobkem, který narazí na defekt, například prasklinu nebo skořápku, mění svou velikost, protože magnetická permeabilita materiálu v tomto místě se ukáže být jiné než ve zbytku, proto se prach při magnetizaci usazuje na okrajích oblasti defektu.
Jako magnetické prášky se používají prášky magnetitu nebo oxidu železa Fe2O3. První má tmavou barvu a používá se pro analýzu světlých dílů, druhý má hnědočervenou barvu a slouží k detekci vad na dílech s tmavým povrchem.
Prášek je celkem jemný, jeho zrnitost je od 5 do 10 mikronů. Suspenze na bázi petroleje nebo transformátorového oleje s poměrem 30-50 gramů prášku na 1 litr kapaliny umožňuje úspěšně provádět magnetické defekty.
Protože defekt může být uvnitř dílu lokalizován různými způsoby, magnetizace se provádí různými způsoby. Pro jasnou identifikaci trhliny umístěné kolmo k povrchu obrobku nebo pod úhlem ne větším než 25° použijte pólovou magnetizaci součásti v magnetickém pásu cívky proudem nebo umístěte součást mezi dva póly silný permanentní magnet nebo elektromagnet.
Pokud je vada umístěna pod ostřejším úhlem k povrchu, tedy téměř podél podélné osy, lze ji jasně identifikovat příčnou nebo kruhovou magnetizací, při které magnetické siločáry tvoří uzavřené soustředné kruhy, proto proud prochází přímo skrz díl nebo přes nemagnetickou kovovou tyč zasunutou do otvoru v dílu, který má být testován.
Pro detekci defektů v různých směrech se používá kombinovaná magnetizace, při které působí dvě magnetická pole současně kolmo: příčně a podélně (pólově); cirkulující magnetizační proud také prochází částí umístěnou v proudové cívce.
V důsledku kombinované magnetizace vytvářejí magnetické siločáry jakési ohyby a umožňují detekovat vady v různých směrech uvnitř součásti v blízkosti jejího povrchu. Pro kombinovanou magnetizaci se používá aplikované magnetické pole a pólová a kruhová magnetizace jak v aplikovaném magnetickém poli, tak v magnetickém poli remanentní magnetizace.
Použití aplikovaného magnetického pole umožňuje detekovat defekty v dílech vyrobených z měkkých magnetických materiálů, jako je mnoho ocelí, a zbytkové magnetické pole je použitelné pro tvrdé magnetické materiály, jako jsou oceli s vysokým obsahem uhlíku a legované oceli.
Po zjištění závad jsou díly demagnetizovány o střídavé magnetické pole… Stejnosměrný proud se tedy používá přímo pro proces detekce defektů a střídavý proud pro demagnetizaci. Magnetická defektoskopie umožňuje detekci defektů umístěných ne hlouběji než 7 mm od povrchu vyšetřované části.
Pro provádění magnetických defektů na dílech z neželezných a železných kovů se hodnota potřebného magnetizačního proudu v aplikovaném magnetickém poli vypočítá v poměru k průměru: I = 7D, kde D je průměr dílu v milimetrech, Já jsem síla proudu. Pro analýzu v oblasti remanentní magnetizace: I = 19D.

Přenosné defektoskopy typu PMD-70 mají široké uplatnění v průmyslu.
Jedná se o univerzální defektoskop. Skládá se z napájecí části včetně snižovacího transformátoru 220V až 6V o výkonu 7 kW, dále autotransformátor a další transformátor 220V až 36V, ze spínacích, měřicích, ovládacích a signalizačních zařízení, z magnetizační části včetně pohyblivého kontaktu, kontaktní podložky, dálkových kontaktů a cívky, z kalové lázně.
Když je spínač B sepnutý, přes kontakty K1 a K2 je proud přiváděn do autotransformátoru AT. Autotransformátor AT napájí snižovací transformátor T1 220V na 6V, z jehož sekundárního vinutí je usměrněné napětí přiváděno na upínací magnetizační kontakty H, na ruční kontakty P a na cívku instalovanou v upínacích kontaktech.
Protože transformátor T2 je zapojen paralelně s autotransformátorem, pak když je spínač B sepnutý, proud bude protékat také primárním vinutím transformátoru T2. Signálka CL1 signalizuje, že je zařízení připojeno k síti, kontrolka CL2 signalizuje zapnutí napájecího transformátoru T1. Přepínač P má dvě možné polohy: v poloze 1 — dlouhodobá magnetizace pro detekci defektů v aplikovaném magnetickém poli, v poloze 2 — okamžitá magnetizace ve zbytkovém magnetizačním poli.
Podle schématu defektoskopu PMD-70:
B — paketový spínač, K1 a K2 — kontakty magnetického spouštěče, RP1 a RP2 — kontakty, P — spínač, AT — autotransformátor, T1 a T2 — snižovací transformátory, KP — řídicí cívka magnetického spouštěče, KR — mezicívka relé , VM — magnetický spínač, SL1 a SL2 — signální žárovky, R — ruční magnetizační kontakty, H — magnetizační klešťové kontakty, M — mikrospínač, A — ampérmetr, Z — zvonek, D — dioda.
Při poloze spínače P v poloze 1 sepne mikrospínač M, řídicí cívka magnetického spouštěče KP je připojena k transformátoru T1, jehož sekundární vinutí jej napájí a kontakty mezirelé RP1. Okruh se ukáže jako uzavřený. Spouštěcí zařízení způsobí sepnutí kontaktů K1 a K2, výkonová část a s ní magnetizační zařízení přijímají energii.
Když je spínač P v poloze 2, cívka mezirelé KR sepne paralelně s cívkou spouštěče. Při sepnutí mikrospínače se sepne zkratový kontakt, což způsobí sepnutí mezirelé, sepnutí kontaktů RP2, rozepnutí kontaktů RP1, odpojení magnetického spouštěče a rozepnutí kontaktů K1 a K2. Proces trvá 0,3 sekundy. Dokud se mikrospínač nesepne, relé zůstane vypnuté, protože zkratový kontakt blokuje kontakty RP2. Po rozepnutí mikrospínače se systém vrátí do původního stavu.
Proud magnetizačních zařízení lze regulovat pomocí autotransformátoru AT, nastavením hodnoty proudu od 0 do 5 kA. Při magnetizaci zvonek vydá 3 pípnutí.Pokud magnetizační proud protéká nepřetržitě, signál bude nepřetržitý a signálka SL2 bude pracovat ve stejném režimu. V případě krátkodobého napájení bude krátkodobě fungovat i zvonek a svítilna.