Výbušné svařování - co to je a jak se používá
 V procesu navrhování konstrukcí se inženýři velmi často potýkají s problémem výběru materiálu — ty materiály, které jsou ideální pro provádění některých konstrukčních funkcí, nemají potřebné vlastnosti, aby splnily jiné provozní požadavky. Materiál může mít například dobrou odolnost proti korozi, elektrickou vodivost a tepelnou vodivost, ale nedostatečnou tvrdost nebo odolnost proti opotřebení. Materiály vyrobené svařováním výbuchem.
V procesu navrhování konstrukcí se inženýři velmi často potýkají s problémem výběru materiálu — ty materiály, které jsou ideální pro provádění některých konstrukčních funkcí, nemají potřebné vlastnosti, aby splnily jiné provozní požadavky. Materiál může mít například dobrou odolnost proti korozi, elektrickou vodivost a tepelnou vodivost, ale nedostatečnou tvrdost nebo odolnost proti opotřebení. Materiály vyrobené svařováním výbuchem.
Výbušné svařování jako možný technologický postup bylo objeveno během druhé světové války, kdy byly po výbuchu bomb nalezeny úlomky nábojů svařených s jinými kovovými předměty. Na počátku 60. let vyvinula společnost DuPont praktický výbušný svařovací proces a patentovala jej ve Spojených státech.
Od té doby se technologie výbuchového svařování rychle rozvinula a používá se v mnoha oblastech, od výroby bimetalů pro ropný průmysl až po utěsněné spoje v elektronice.Díly získané výbuchovým svařováním umožnily dosáhnout dříve nedosažitelné hranice životnosti výrobku — až 30 let.
Proces výbuchového svařování je na první pohled poměrně jednoduchý. Spojované kovy musí být umístěny blízko sebe s malou mezerou. Výbušná vrstva je rovnoměrně rozložena po horní desce. Výsledná sendvičová struktura praskne a vytvoří se nový konstrukční materiál.
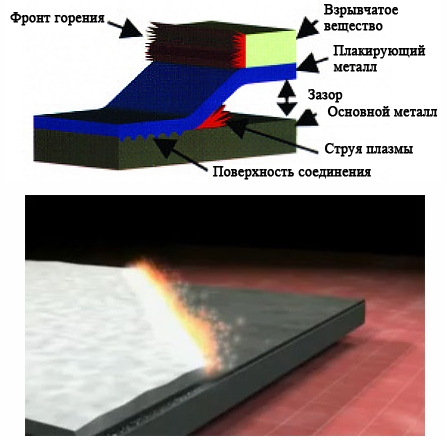
Proces výbušného svařování
Ze dvou samostatných a často zcela odlišných materiálů lze získat jediné složení svařovaného kovu. Bimetalová deska pak mohou být dále zpracovávány (např. válcováním) pro použití v různých výrobcích. Tloušťka obkladové vrstvy nanesené na základní kov se může pohybovat od několika desetin milimetru do několika desítek centimetrů.
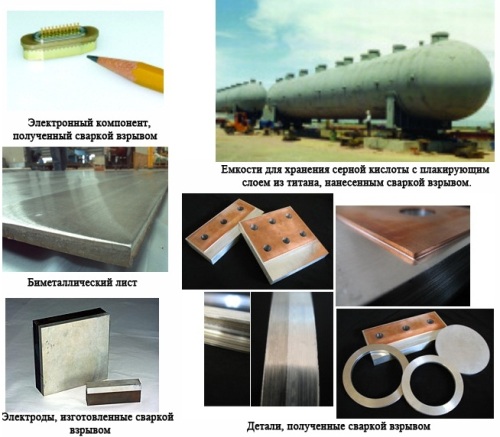
Příklady produktů získaných výbušným svařováním
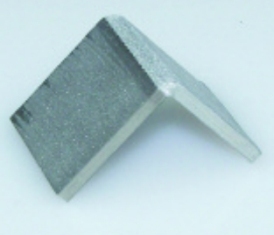
Po svařování je zpravidla nutné narovnání výsledného spoje, které se provádí na válcích nebo na lisu. Následují kontrolní operace — mechanické zkoušky a ultrazvukové zkoušení svaru.
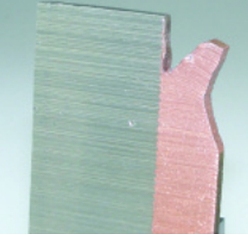
Testování svarového spoje dlátem ukazuje, že k lomu podél svaru nedochází.
Svařený vzorek nerezové oceli a hliníku je podroben zkoušce ohybem. K lomu došlo v hliníku, nikoli ve svaru
Ve skutečnosti je však proces mnohem složitější. Pro získání kvalitního spojení bez delaminace je nutná pečlivá kontrola řady technologických parametrů a výroba vysoce kvalitních kompozitů vyžaduje v této věci značné zkušenosti.
Nejrozšířenější svářečskou trhavinou je igdanit (směs dusičnanu amonného a uhlovodíkového paliva, nejčastěji nafty).
Množství výbušnin se může značně lišit, ale většina svařovacích operací se provádí pomocí výbušnin o hmotnosti 10 ... 1000 kg. Je zřejmé, že takto nebezpečnou práci nelze dělat v běžné výrobní svařovně. Tryskové svařování by mělo být prováděno licencovanými a zkušenými inženýry mimo místa, kde se nacházejí osoby. Měla by být uplatněna preventivní opatření související s odstřelováním a skladováním výbušnin.
Během procesu svařování vzniká v zóně vystavení výbušnině velmi velká síla, která může dosahovat až několika set tisíc tun. Povrchové atomové vrstvy každého ze spojovaných materiálů jsou vystaveny plazmovému paprsku. Plazma indukuje vznik kovové vazby, při které jsou kovy od sebe odděleny valenčními elektrony.
Na makroskopické úrovni se svarový spoj jeví jako vlnovka ve směru exploze. "Amplituda" tvorby vlny závisí na úhlu a rychlosti detonace. V extrémních případech může být tak velký, že vede k nežádoucím dutinám pod hřebeny vlny. Detonační úhel je obvykle menší než 30 stupňů.
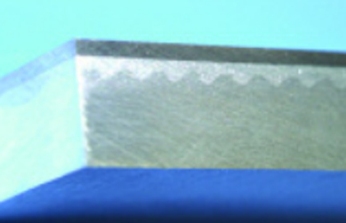
Na této fotografii je jasně viditelná zvlněná povaha vazby mezi dvěma kovy.
Svařování výbuchem má širokou škálu materiálů, které je třeba spojovat. V některých případech lze kvalitu kompozitního svarového spoje zlepšit umístěním tenké mezivrstvy mezi dvě různé vrstvy. Sendviče se čtyřmi nebo více vrstvami kovu také nejsou neobvyklé.Celkový počet možných kombinací bimetalů je podle odborníků více než 260 možností.
Použití bimetalů získaných výbuchovým svařováním může výrazně zvýšit životnost a zvýšit spolehlivost tepelných, slévárenských, ropných zařízení, výměníků tepla a nádob v chemickém průmyslu. Při výrobě elektrod se používají ocelovo-hliníkové kompozity.
Svařované bimetalové plechy lze použít jako přechodové prvky při montáži konstrukcí z různých kovů. Nátěry na obložení z drahých kovů mohou výrazně snížit náklady na díly, které byly dříve vyrobeny výhradně z drahých materiálů, aniž by se zhoršovaly a někdy dokonce získaly mnohem vyšší technické vlastnosti.
Výbušné svařované konstrukce se úspěšně používají při stavbě námořních konstrukcí, protože dokážou výrazně snížit nebo zcela eliminovat elektrochemickou korozi v mořském prostředí. Tenké vrstvy stínících materiálů aplikované touto metodou svařování chrání kosmickou loď před zářením.