Vysokofrekvenční elektromotory
 Při broušení malých otvorů jsou nutné velmi vysoké otáčky brusného vřetena pro dosažení odpovídající řezné rychlosti. Takže při broušení otvorů o průměru 5 mm s kruhem o průměru 3 mm rychlostí pouze 30 m / s musí mít vřeteno rychlost otáčení 200 000 ot / min.
Při broušení malých otvorů jsou nutné velmi vysoké otáčky brusného vřetena pro dosažení odpovídající řezné rychlosti. Takže při broušení otvorů o průměru 5 mm s kruhem o průměru 3 mm rychlostí pouze 30 m / s musí mít vřeteno rychlost otáčení 200 000 ot / min.
Aplikace pro zvýšení rychlosti řemenového pohonu je omezena maximálními povolenými otáčkami řemene. Rychlost otáčení vřeten poháněných řemeny obvykle nepřesahuje 10 000 otáček za minutu a řemeny prokluzují, rychle selhávají (po 150-300 hodinách) a během provozu vytvářejí vibrace.
Vysokootáčková pneumatická kola také nejsou vždy vhodná kvůli velmi výrazné měkkosti jejich mechanických vlastností.
Problém vytváření vysokootáčkových vřeten je zvláště důležitý pro výrobu kuličkových ložisek, kde je vyžadováno kvalitní vnitřní a drážkové broušení. V tomto ohledu se v průmyslu obráběcích strojů a kuličkových ložisek používají četné modely takzvaných elektrovřeten s rychlostmi otáčení 12 000-50 000 ot/min a více.
Elektrovřeteno (obr. 1) je třínosé brousicí vřeteno s vestavěným vysokofrekvenčním motorem s kotvou nakrátko. Rotor motoru je umístěn mezi dvěma ostruhami na konci vřetena proti brusnému kotouči.
Méně často se používají konstrukce se dvěma nebo čtyřmi podpěrami. V druhém případě je hřídel motoru spojena s vřetenem pomocí spojky.
Stator vřetenového motoru je sestaven z elektrotechnického ocelového plechu. Má na sobě bipolární cívku. Rotor motoru při rychlostech otáčení až 30-50 tisíc otáček za minutu je rovněž vytáčen z plechu a vybaven klasickým vinutím nakrátko. Mají tendenci co nejvíce zmenšovat průměr rotoru.
Při otáčkách nad 50 000 ot./min je z důvodu značných ztrát stator vybaven pláštěm s chlazením proudící vody. Rotory motorů navržených pro provoz při takových otáčkách jsou vyrobeny ve formě pevného ocelového válce.
Volba typu ložiska je zvláště důležitá pro provoz elektrovřeten. Kloubová ložiska se zvýšenou přesností se používají při rychlosti otáčení do -50 000 ot./min.. Taková ložiska musí mít maximální vůli ne větší než 30 mikronů, čehož je dosaženo správným plněním. Ložiska pracují s předpětím vytvořeným pomocí kalibrovaných pružin. Velkou pozornost je třeba věnovat kalibraci předpínacích pružin kuličkových ložisek a výběru jejich uložení.
Při otáčkách nad 50 000 otáček za minutu čepová ložiska uspokojivě fungují, když jsou intenzivně chlazena pracovním olejem dodávaným speciálním čerpadlem. Někdy je mazivo dodáváno ve stříkaném stavu.
Vysokofrekvenční 100 000 ot./min elektrovřetena jsou také postavena na aerodynamických ložiskách (vzduchem mazaná ložiska).
Výroba vysokofrekvenčních elektromotorů vyžaduje velmi přesné zhotovení jednotlivých dílů, dynamické vyvážení rotoru, přesnou montáž a zajištění přísné rovnoměrnosti mezery mezi statorem a rotorem.
V návaznosti na výše uvedené probíhá výroba elektrovřeten podle zvláštních technických podmínek.
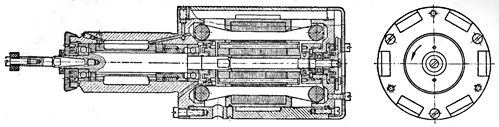
Obr. 1. Vysokofrekvenční elektrické brusné vřeteno.
Účinnost vysokofrekvenčních motorů je relativně malá. To je způsobeno přítomností zvýšených ztrát oceli a ztrát třením v ložiskách.
Rozměry a hmotnost vysokofrekvenčních elektromotorů jsou poměrně malé.

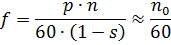
Rýže. 2. Moderní vysokofrekvenční elektrické vřeteno
Použití elektrovřeten místo řemenových pohonů při výrobě kuličkových ložisek zvyšuje produktivitu práce vnitřních brusek minimálně o 15-20% a výrazně snižuje zmetkovitost v kuželovitosti, ovalitě a čistotě povrchu. Trvanlivost brusných vřeten se zvyšuje 5-10krát i vícekrát.
Velkému zájmu se těší i použití rychloběžných vřeten pro vrtání otvorů o průměru menším než 1 mm.
Frekvence proudu napájejícího vysokofrekvenční elektromotor se volí v závislosti na požadované rychlosti otáčení n elektromotoru podle vzorce
protože p = 1.
Takže při rychlostech otáčení elektrických vřeten 12 000 a 120 000 ot./min jsou vyžadovány frekvence 200 a 2000 Hz, v tomto pořadí.
Pro napájení vysokofrekvenčních motorů se dříve používaly speciální vysokofrekvenční generátory.Nyní se pro tyto účely používají statické frekvenční měniče na vysokorychlostních tranzistorech s efektem pole.
Na Obr. 3 znázorňuje třífázový synchronní indukční generátor domácí výroby (typ GIS-1). Jak je vidět z výkresu, na statoru takového generátoru jsou široké a úzké drážky. Budicí vinutí, jehož cívky jsou umístěny v širokých štěrbinách statoru, je napájeno stejnosměrným proudem. Magnetické pole těchto vinutí je obklopeno zuby statoru a výstupky rotoru, jak je znázorněno na obr. 3 s tečkovanou čarou.
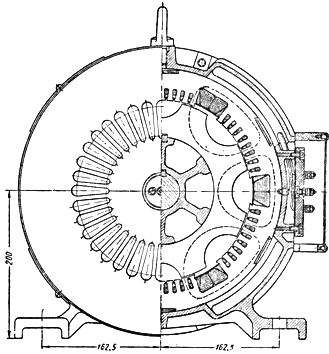
Rýže. 3. Generátor indukčního proudu se zvýšenou frekvencí.
Když se rotor otáčí, magnetické pole pohybující se podél výstupků rotoru křižuje závity vinutí střídavého proudu umístěného v úzkých štěrbinách statoru a indukuje střídavé e. atd. c. Frekvence tohoto e. atd. c. závisí na rychlosti otáčení a počtu uší rotoru. Elektromotorické síly indukované stejným tokem ve vinutích vinutí se navzájem ruší v důsledku blížící se aktivace cívek.
Budicí cívka je napájena přes selenový usměrňovač připojený k elektrické síti. Stator i rotor mají magnetická jádra z ocelového plechu.
Generátory popsané konstrukce jsou vyráběny se jmenovitým výkonem 1,5; 3 a 6 kW a při frekvencích 400, 600, 800 a 1200 Hz. Jmenovitá rychlost otáčení synchronních generátorů je 3000 ot./min.