Parametry svařovacího zdroje
 Zdroje svařovacího proudu musí zajistit stabilní hoření oblouku, stabilitu svařovacích režimů a bezpečnou údržbu instalací. Tyto požadavky jsou splněny správnou volbou parametrů napájení: napětí naprázdno, vnější charakteristiky, způsob úpravy svařovacího proudu.
Zdroje svařovacího proudu musí zajistit stabilní hoření oblouku, stabilitu svařovacích režimů a bezpečnou údržbu instalací. Tyto požadavky jsou splněny správnou volbou parametrů napájení: napětí naprázdno, vnější charakteristiky, způsob úpravy svařovacího proudu.
Napětí naprázdno se volí na základě spolehlivého oblouku a provozní bezpečnosti. Zvýšení napětí usnadňuje zapálení oblouku, ale zároveň zvyšuje nebezpečí zranění svářeče. Navíc zvýšení napětí naprázdno střídavých zdrojů (svařovacích transformátorů) vede ke zvýšení magnetizačního proudu a snížení cosφ.
Střídavé napětí zapalování oblouku je 50 — 55 V, proto napětí naprázdno nemůže být nižší než tato hodnota. Horní hranice hodnot U® je omezena bezpečnostními podmínkami a je 60 – 75 V a u svařovacích transformátorů 2000 A by neměla překročit 90 V.Stejnosměrný oblouk vzniká při nižším napětí, kolem 30 — 40 V. Napětí naprázdno stejnosměrného napájecího proudu je v rozmezí 45 — 90 V.
Vnější charakteristika elektrického výrobku (zařízení) — závislost napětí na svorkách elektrického výrobku (zařízení) na proudu protékajícím zátěží připojenou k těmto svorkám. (GOST 18311-80).
Vnější charakteristikou svařovacích zdrojů je závislost napětí na jeho výstupních svorkách Un na proud zatížení

Z povahy této závislosti může být vnější charakteristika (obr. 1):
1) pád,
2) obtížné,
3) zvýšit.
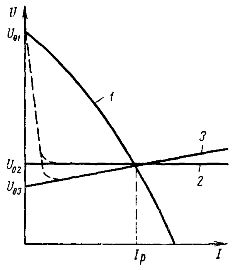
Rýže. 1. Typy vnějších charakteristik obloukových zdrojů energie: 1 — klesající, 2 — pevné, 3 — rostoucí.
Oblouk a zdroj energie tvoří systém, který bude ve stabilní rovnováze, pokud náhodné změny intenzity proudu s časem klesají, to znamená, že se systém vrátí do svého výchozího stavu.
Podmínka stability ve statickém režimu je redukována na skutečnost, že rozdíl mezi derivacemi napětí vzhledem k proudu statické charakteristiky oblouku a zdroje energie v pracovním bodě je kladný.
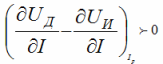
Podmínka je splněna, pokud při klesající obloukové charakteristice bude vnější charakteristika zdroje více klesat a při stoupající obloukové charakteristice bude vnější charakteristika zdroje méně stoupající.
Obrázek 2 ukazuje kombinovanou charakteristiku poklesu elektrického zdroje 1 a oblouku 2. V okamžiku, kdy se elektroda dotkne obrobku, protéká zkratový proud svařovacím obvodem odpovídajícím bodu a. Obr.Při vytažení elektrody vznikne oblouk, napětí roste podél křivky 1 až do bodu b, což odpovídá stabilnímu hoření oblouku.
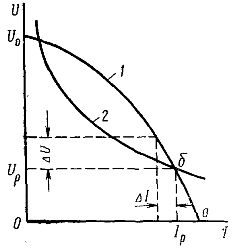
Rýže. 2. Kombinovaná charakteristika externího zdroje energie (1) a charakteristika proud-napětí oblouku (2).
Padací vnější charakteristika se používá u ručních svařovacích strojů, kde je potřeba zaručit stabilitu oblouku a malou změnu svařovacího proudu při změně délky oblouku. Změna napětí v důsledku změny délky oblouku o určitou hodnotu ΔU (obr. 2) vede k mírné změně svařovacího proudu o ΔAz.
Klesající vnější charakteristika poskytuje malý násobek zkratového proudu, který by neměl překročit 1,4.Při vysokých zkratových proudech dochází k velkému přetížení zdroje a vlivem rozstřiku kovu se zhoršuje kvalita svařování a bezpečnost provozu.
Zdroje s pevnými a rostoucími charakteristikami se používají pro svařování pod tavidlem a v ochranných plynech (argon, oxid uhličitý).
Ve většině případů je vhodnější klesající vnější charakteristika napájecího zdroje. U svařovacích zdrojů vzniká úbytkem napětí ve vlastním zdroji nebo v samostatném odporu obsaženém ve svařovacím obvodu.
V obecném případě je rovnice vnější charakteristiky nelineární a má tvar
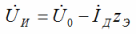
kde Uo — napětí naprázdno zdroje, zd — celkový ekvivalentní odpor zdroje spolu s přídavným odporem, Azd — proud oblouku.

Regulace svařovacího proudu nutná při svařování dílů různé tloušťky.Pro tento účel jsou zdroje proudu vybaveny zařízeními pro stupňovité nebo plynulé nastavení svařovacího proudu, které poskytují možnost provozu při různých charakteristikách (obr. 3).
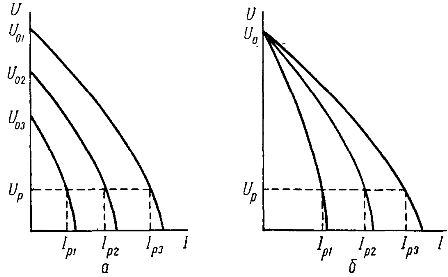
Rýže. 3. Vnější charakteristiky zdrojů energie oblouku při úpravě svařovacího proudu: a — změnou napětí naprázdno Uo, b — změna ekvivalentního odporu ze.
Režim provozu svařovacích zdrojů práce v periodickém režimu je charakterizována relativní dobou trvání PR, což je část doby nepřetržitého provozu pod zátěží z doby trvání celého pracovního cyklu.
PR se obvykle vyjadřuje v procentech
kde τp — čas nepřetržitého provozu při zatížení, τn — čas pauzy, τc je čas pracovního cyklu.
Pokud je zdroj během přestávky odpojen od sítě, nehovoří se o době trvání PR, ale o době trvání aktivace FVE, která se určuje stejně jako doba provozu (PR).
Relativní doba trvání PR je pasový parametr zdroje, který je třeba vzít v úvahu při výběru zdroje a jeho provozu. Překročení PR vzhledem k pasu vede k přehřátí a poškození svařovacího zařízení.
Když zdroj pracuje ve jmenovitém režimu, je povolený proud určen poměrem
kde index «n» odkazuje na jmenovité parametry a «d» na parametry skutečného režimu. V kontinuálním režimu PR = 100 %.