Indukční ohřev, kalení a indukční tavení kovů
Nejdokonalejší typ ohřevu je ten, při kterém teplo vzniká přímo v ohřívaném tělese. Tento způsob ohřevu se velmi dobře provádí průchodem elektrického proudu tělem. Nicméně přímé - zařazení vyhřívaného tělesa do elektrického obvodu není vždy z technických a praktických důvodů možné.
V těchto případech lze dokonalý typ ohřevu realizovat pomocí indukčního ohřevu, kdy teplo vzniká i v samotném ohřívaném tělese, čímž odpadá zbytečná, obvykle velká spotřeba energie ve stěnách topeniště nebo v jiných topných tělesech. Proto i přes relativně nízkou účinnost generování proudů o zvýšené a vysoké frekvenci je celková účinnost indukčního ohřevu často vyšší než s jinými způsoby vytápění.

Indukční metoda také umožňuje rychlý ohřev nekovových těles rovnoměrně v celé jejich tloušťce.Špatná tepelná vodivost takových těles vylučuje možnost rychlého zahřátí jejich vnitřních vrstev obvyklým způsobem, tedy přiváděním tepla zvenčí. Při indukční metodě vzniká teplo stejně jak ve vnějších vrstvách, tak ve vnitřních a dokonce může hrozit jejich přehřátí, pokud nebude provedena potřebná tepelná izolace vnějších vrstev.
Zvláště cennou vlastností indukčního ohřevu je možnost velmi vysoké koncentrace energie v ohřívaném tělese, snadno přístupná přesnému dávkování. Pouze elektrický oblouk lze dosáhnout stejného řádu hustoty energie, ale tento způsob ohřevu je obtížné ovládat.
Vlastnosti a dobře známé výhody indukčního ohřevu vytvořily široké možnosti pro jeho použití v mnoha průmyslových odvětvích. Navíc umožňuje vytvářet nové typy struktur, které nejsou pro běžné metody tepelného zpracování vůbec proveditelné.

Fyzikální proces
V indukčních pecích a zařízeních se teplo v elektricky vodivém vyhřívaném tělese uvolňuje proudy, které se v něm indukují střídavým elektromagnetickým polem. Tímto způsobem zde dochází k přímému vytápění.
Indukční ohřev kovů je založen na dvou fyzikálních zákonech: Faraday-Maxwellův zákon elektromagnetické indukce a Joule-Lenzův zákon. Jsou umístěna kovová těla (přířezy, díly atd.). střídavé magnetické pole, která v nich rozvíří smršť elektrické pole… EMF indukce je určeno rychlostí změny magnetického toku. Při působení indukčního EMF proudí v tělesech vířivé proudy (uzavřené uvnitř těles) a uvolňují teplo podle Joule-Lenzova zákona… Toto EMP je vytvořeno v kovu střídavý proudtepelná energie uvolněná těmito proudy způsobuje zahřívání kovu. Indukční ohřev je přímý a bezkontaktní. Umožňuje vám dosáhnout teploty dostatečné k roztavení nejvíce žáruvzdorných kovů a slitin.
Intenzivní indukční ohřev je možný pouze v elektromagnetických polích vysoké intenzity a frekvence, které jsou vytvářeny speciálními zařízeními - induktory. Induktory jsou napájeny sítí 50 Hz (průmyslové frekvenční instalace) nebo samostatnými zdroji energie — středofrekvenčními a vysokofrekvenčními generátory a měniči.
Nejjednodušší induktor nízkofrekvenčních nepřímých indukčních ohřívacích zařízení je izolovaný drát (prodloužený nebo vinutý) umístěný uvnitř kovové trubky nebo naložený na jejím povrchu. Jak proud protéká indukčním drátem v trubici, zahřívá se vířivé proudy… Teplo z trubice (může to být i kelímek, nádoba) se přenáší do ohřívaného média (voda proudící trubicí, vzduch atd.).
Indukční ohřev a kalení kovů
Nejpoužívanější přímý indukční ohřev kovů na středních a vysokých frekvencích. K tomu se používají induktory se speciální konstrukcí. Induktor vyzařuje elektromagnetická vlna, který dopadá na zahřáté těleso a umírá v něm. Energie absorbované vlny se v těle přeměňuje na teplo. Koeficient ohřevu je tím vyšší, čím více se tvar vyzařované elektromagnetické vlny (plochá, válcová atd.) blíží tvaru tělesa. Pro ohřev plochých těles se proto používají ploché induktory, pro válcové obrobky válcové (solenoidové) induktory.V obecném případě mohou mít složitý tvar kvůli potřebě soustředit elektromagnetickou energii v požadovaném směru.
Charakteristickým znakem přívodu indukční energie je schopnost regulovat prostorové uspořádání zóny proudění vířivé proudy.
Nejprve protékají vířivé proudy v oblasti pokryté induktorem. Zahřívá se pouze ta část těla, která je v magnetickém kontaktu s induktorem, bez ohledu na celkovou velikost těla.
Za druhé, hloubka zóny cirkulace vířivých proudů a tedy zóny uvolňování energie závisí mimo jiné na frekvenci induktorového proudu (zvyšuje se při nízkých frekvencích a klesá se zvyšující se frekvencí).
Účinnost přenosu energie z induktoru na ohřívaný proud závisí na velikosti mezery mezi nimi a roste, jak se zmenšuje.

Indukční ohřev se používá pro povrchové kalení ocelových výrobků, ohřevem pro plastickou deformaci (kování, lisování, lisování atd.), tavení kovů, tepelné zpracování (žíhání, popouštění, normalizace, kalení), svařování, vrstvení, pájení kovů.

Nepřímý indukční ohřev se používá k ohřevu procesních zařízení (potrubí, nádob atd.), ohřevu kapalných médií, sušení nátěrů, materiálů (například dřeva). Nejdůležitějším parametrem instalací indukčního ohřevu je frekvence. Pro každý proces (povrchové kalení, ohřevem) existuje optimální frekvenční rozsah, který poskytuje nejlepší technologické a ekonomické ukazatele. Pro indukční ohřev se používají frekvence od 50 Hz do 5 MHz.
Výhody indukčního ohřevu
1) Přenos elektrické energie přímo do ohřívaného tělesa umožňuje přímý ohřev vodivých materiálů. V tomto případě je rychlost ohřevu zvýšena oproti instalacím s nepřímým působením, kde je produkt ohříván pouze z povrchu.
2) Přenos elektrické energie přímo do ohřívaného tělesa nevyžaduje kontaktní zařízení. Je vhodný v podmínkách automatizované výrobní výroby, kdy se používá vakuum a ochranné prostředky.
3) Díky jevu povrchového efektu se v povrchové vrstvě zahřívaného produktu uvolňuje maximální výkon. Indukční ohřev během chlazení proto zajišťuje rychlý ohřev povrchové vrstvy produktu. To umožňuje získat vysokou povrchovou tvrdost součásti s relativně viskózním médiem. Indukční povrchové kalení je rychlejší a ekonomičtější než jiné metody povrchového kalení.
4) Indukční ohřev ve většině případů zlepšuje produktivitu a zlepšuje pracovní podmínky.
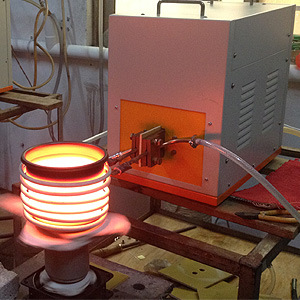
Indukční tavicí pec
Indukční pec nebo zařízení si lze představit jako typ transformátoru, ve kterém je primární cívka (induktor) připojena ke zdroji střídavého proudu a samotné ohřívané těleso slouží jako sekundární cívka.
Pracovní proces indukčních tavicích pecí je charakterizován elektrodynamickým a tepelným pohybem tekutého kovu v lázni nebo kelímku, což přispívá k získání kovu o stejném složení a jeho rovnoměrné teplotě v celém objemu, stejně jako nízkého kovového odpadu (několikakrát méně mírně než v obloukových pecích).
Indukční tavicí pece se používají při výrobě odlitků, včetně tvarových, z oceli, litiny, neželezných kovů a slitin.
Indukční tavicí pece lze rozdělit na průmyslové frekvenční kanálové pece a průmyslové, středně a vysokofrekvenční kelímkové pece.
Indukční potrubní pec je transformátor, obvykle na napájecí frekvenci (50 Hz). Sekundární vinutí transformátoru je vinutí roztaveného kovu. Kov je uzavřen v prstencovém žáruvzdorném kanálu.
Hlavní magnetický tok indukuje EMF v kovu kanálu, EMF vytváří proud, proud ohřívá kov, proto je indukční kanálová pec podobná transformátoru pracujícímu ve zkratovém režimu.
Induktory kanálových pecí jsou vyrobeny z podélné měděné trubky, jsou chlazené vodou, kanálová část nístěje je chlazena ventilátorem nebo centralizovaným vzduchovým systémem.

Kanálové indukční pece jsou navrženy pro nepřetržitý provoz se vzácnými přechody z jedné třídy kovu do druhé. Kanálové indukční pece se používají především pro tavení hliníku a jeho slitin, jakož i mědi a některých jejích slitin. Další řady pecí jsou specializované jako mísiče pro udržování a přehřívání tekutého železa, neželezných kovů a slitin před odléváním do slévárenských forem.
Provoz indukční kelímkové pece je založen na absorpci elektromagnetické energie vodivou vsázkou. Článek je umístěn uvnitř válcové cívky - induktoru. Z elektrického hlediska je indukční kelímková pec vzduchový transformátor nakrátko, jehož sekundárním vinutím je vodivá vsázka.
Indukční kelímkové pece se používají hlavně pro tavení kovů tlakového lití ve vsádkovém režimu provozu a bez ohledu na provozní režim pro tavení určitých slitin, jako jsou bronzy, které nepříznivě ovlivňují vyzdívku kanálových pecí.