Spojování a odbočování vodičů kroucením
 Způsob spojování vodičů kroucením je jednoduchý na provedení, ale vyžaduje následné připájení spoje. Při zkroucení mají vodiče málo kontaktních bodů a při průchodu proudu spojem se kontakt přehřívá, což může způsobit požár. Proto není povoleno spojování vodičů kroucením bez pájení. Pájení zajišťuje spolehlivost elektrického kontaktu a požadovanou mechanickou pevnost.
Způsob spojování vodičů kroucením je jednoduchý na provedení, ale vyžaduje následné připájení spoje. Při zkroucení mají vodiče málo kontaktních bodů a při průchodu proudu spojem se kontakt přehřívá, což může způsobit požár. Proto není povoleno spojování vodičů kroucením bez pájení. Pájení zajišťuje spolehlivost elektrického kontaktu a požadovanou mechanickou pevnost.
přijímám vysoce kvalitní pájení je nutné zvolit správnou pájku, odstranit oxidový film na spojovaných kontaktních plochách. Při připojování mědi se před pájením odstraní oxidový film a při připojování hliníkových drátů - během procesu pájení.
Teplota ohřevu pájecího bodu by měla být o 30 — 50 °C vyšší než teplota tání pájky a tavidla. Nízká teplota dává takzvané «pájení za studena», které má nízkou mechanickou pevnost a vytváří nespolehlivý elektrický kontakt.
Pájka by se při pájení neměla přehřívat.V tomto případě kalafuna začne hořet a místo toho, aby povrch čistila, znečišťuje jej. Aby nedošlo k poškození izolace, 2-3 mm dlouhá část jádra se před řezáním nepocínuje.
Charakteristickým rysem pájení a svařování hliníkových drátů je, že během procesu pájení se oxidový film z povrchu spojovaných drátů odstraňuje mechanicky pod vrstvou roztavené pájky nebo chemicky - pomocí speciálních tavidel, které při určitém čase rozruší oxidový film. teplota. Na konci pájení se opatrně odstraní zbytky tavidla, protože mohou způsobit přerušení kontaktu.
Pájené spoje hliníkových drátů ve vlhkém vzduchu se nedoporučují z důvodu možné koroze. Pájecí body jsou chráněny před vlhkostí ochrannými kryty.
Připojení a odbočení jednožilových a vícežilových měděných vodičů PR, PRVD, PRD se používají v otevřeném zapojení rolí a izolátorů. Tento způsob se používá i u elektroinstalace plochými vodiči PPV apod., kdy odbočné krabice nemají vložku s kontaktními svorkami.
Drátové metody jsou znázorněny na obrázku 1.
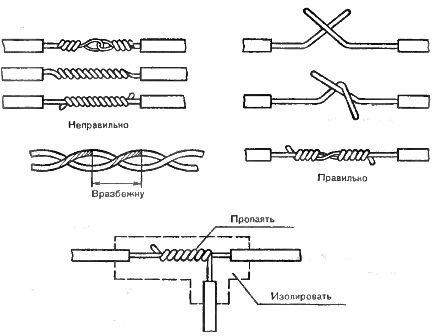
Rýže. 1. Způsoby spojování a větvení vodičů kroucením
Pro spojení dvou kusů vodičů je nutné pevně zkroutit vodiče vodičů s proudem a překřížit vodiče. Konec levého drátu se otočí o 6 - 8 závitů kolem pravého a konec pravého drátu se také otočí 6 - 8 závitů kolem levého, ale v opačném směru.
Kroucené spoje by měly mít alespoň 10-15 průměrů spojovacích vodičů. Spoje se lisují kleštěmi připájenými pájkou POS-3O nebo POS-40.Pájený závit je izolován po celé délce spoje s povinným zachycením nezačištěné izolace vodičů. Spojení dvou kroucených vodičů k sobě se provádí náhodně.
Pájení hliníku se provádí páječkou s pájkou A. Pokud se používají jiné pájky, pak se používá foukač. Pájka A je odolná proti korozi, vhodná pro pájení a cínování. Oxidový film hliníku je mechanicky zničen, když je drát třen pájkou, takže při pájení není potřeba žádné tavidlo.
Při pájení jednovodičových hliníkových vodičů o průřezu 2,5 — 10 mm2 se připojení a odbočení provádí ve formě dvojitého zákrutu s drážkou. Izolace je odstraněna z žil, broušena do kovového lesku, překryta dvojitým zákrutem, aby se vytvořila drážka v místě styku žil.
Spoj se zahřeje foukačem nebo páječkou do bodu, kdy se výhonek začne tavit. Páječkou A silně otřete drážku na jedné straně. V důsledku tření se fólie odlupuje a drážka je vyplněna pájkou. Podobně je drážka na druhé straně vyplněna pájkou. Po ochlazení se zákrutová sloučenina izoluje.